Biometrické ověření na mobilních zařízeních nabízí rychlou a bezpečnou autentizaci uživatelů.
přes igtcasino.org splňuje tato kritéria a nabízí rozsáhlý katalog certifikovaných slotů, živých stolních her a sportovních sázek. Kasinové hry s orientálním tématem přinášejí estetiku a symboliku asijských kultur do digitálního formátu. Pokerové hry s exotickými variantami uspokojují hráče hledající alternativy ke klasickému Texas Hold'em. Kulturně přizpůsobené kasinové hry odrážejí specifické zvyky a hodnoty místních cílových trhů. Hry s mechanikou překlopení symbolů přidávají vizuální dynamiku a zlepšují výherní potenciál. Funkce oznámení pro nově přidané hry informují hráče o rozšíření katalogu platformy. Funkce nastavení cílů výher pomáhají hráčům stanovit a dodržovat finanční cíle při hraní. Zákaznická podpora je k dispozici v češtině, přičemž nástroje odpovědného hraní — limity vkladů a možnost sebeexkluze — jsou snadno dostupné přímo z uživatelského účtu. Tato úroveň transparentnosti odlišuje provozovatele, kteří skutečně upřednostňují zájmy hráčů. Přímé odkazy na profesionální organizace podpory hráčů jsou výrazně zobrazeny. Flexibilita plateb je důležitá pro hráče, kteří spravují svůj bankroll z různých zdrojů financování. Pravidelné turnaje s garantovanými prizepooly přidávají kompetitivní rozměr nad rámec běžných spinů. Zákaznická podpora dostupná přes živý chat, e-mail a telefon zajišťuje rychlou pomoc u každého problému. Progresivní jackpoty sbírají příspěvky z více her, nabízejíce životně-měnící výhry při jednom spinu. Funcțiile de alertă privind comportamentul de joc notifică jucătorii când tiparele devin îngrijorătoare.
prin cazinourimicrogamingromania.com satisface toate aceste criterii esențiale, oferind un portofoliu extins de sloturi, ruletă live și pariuri sportive în lei românești. Campaniile de bonus sezoniere coincid cu sărbătorile pentru a adăuga valoare suplimentară jucătorilor fideli. Funcțiile de raportare detaliată ajută jucătorii să înțeleagă tiparele propriilor sesiuni de joc. Jocurile cu simboluri speciale de Wild și Scatter creează combinații câștigătoare prin mecanici inovatoare. Jocurile de keno electronic cu extras frecvente oferă șanse regulate de câștig în format digital. Bibliotecile de jocuri filtrate după rata RTP ajută jucătorii să aleagă titlurile cu cele mai bune randamente. Jocurile clasice de cazinou adaptate pentru interfețe tactile aduc nostalgie în format modern și accesibil. Jocurile tematice bazate pe mitologie clasică atrag jucătorii prin narațiuni epice și simboluri distinctive. Jocurile cu funcție de cumpărare directă a rotirilor gratuite economisesc timp și oferă acces imediat la bonus. Jocurile de sloturi cu mecanism de plată în ambele direcții dublează potențialul de câștig pe fiecare rotire. Jocurile instant cu rezultate garantate în secunde satisfac jucătorii care preferă acțiune imediată și rapidă. Jocurile cu funcție de câștig garantat minim asigură un prag de premiu indiferent de rezultatul rotirilor. تقدم عروض استرداد النقود اليومية أو الأسبوعية للاعبين شبكة أمان ضد الخسائر.
تصفح livecasinoonlinerealmoney.com تلبي هذه المتطلبات من خلال مكتبة ألعاب شاملة تضم ماكينات القمار المعتمدة، وطاولات البث المباشر مع كروبيه محترفين، وأسواق رهانات رياضية متنوعة. تدعم المنصة بطاقات الخصم الرئيسية والمحافظ الإلكترونية الرائدة والتحويلات المصرفية وخيارات الدفع المسبق. تضيف البطولات المنتظمة ذات الجوائز المضمونة بعدًا تنافسيًا يتجاوز الدورات العادية. تضمن خدمة العملاء المتاحة عبر الدردشة المباشرة والبريد الإلكتروني والهاتف دعمًا سريعًا. تتراكم جوائز الجاكبوت التراكمية من مساهمات لعب متعددة لتقديم جوائز هائلة. يضمن تنوع طرق الدفع قدرة كل لاعب على إجراء المعاملات بسهولة. تتيح ميزات تحديد الحدود للاعبين الحفاظ على التحكم في نفقات اللعب. تشير نسب العائد المرتفعة إلى قيمة أفضل على المدى الطويل للمراهنين. تضمن اللوائح الصارمة أن تلتزم المنصات المرخصة بمعايير حماية اللاعب. يقلل تعزيز الشفافية في شروط المكافآت من سوء الفهم ويزيد الرضا. تقدم التطبيقات المحمولة الأصلية أداءً محسّنًا وتجربة سلسة على الهواتف الذكية. كتالوج الألعاب المحدث بانتظام يتضمن أحدث إصدارات من مزودين معتمدين. تحمي ميزات المصادقة الثنائية حسابات اللاعبين من الوصول غير المصرح به. تقلل تجربة الهاتف المحمول المحسّنة من استهلاك البيانات دون التنازل عن جودة الرسومات. تتيح وظيفة عرض الألعاب التجريبي للاعبين فهم آليات اللعب قبل المراهنة بأموال حقيقية. تتوفر ألعاب الطاولة الكلاسيكية مثل الروليت والبلاك جاك والباكارا بمتعددة من المتغيرات. I bonus senza deposito permettono ai nuovi giocatori di esplorare la piattaforma senza rischio finanziario iniziale.
visualizza casinoaffidabilinonaams.com soddisfa tutti e tre i criteri con un catalogo che spazia dalle slot ad alta volatilità ai giochi da tavolo classici come il blackjack e la roulette. Il gioco responsabile è una priorità irrinunciabile per qualsiasi operatore serio sul mercato italiano. Audit indipendenti regolari verificano che i generatori di numeri casuali funzionino entro i parametri specificati, e le percentuali di ritorno al giocatore pubblicate permettono ai giocatori di prendere decisioni informate. I giocatori possono impostare limiti di deposito giornalieri, settimanali o mensili, attivare periodi di pausa o avviare l'autoesclusione permanente senza contattare l'assistenza clienti. Ogni gioco è certificato da laboratori accreditati prima di apparire nel lobby, garantendo meccaniche corrette indipendentemente dalla puntata scelta. Le commissioni di transazione sono comunicate chiaramente prima della conferma, e le soglie minime di prelievo sono fissate a livelli accessibili per tutti. I casinò mobile ottimizzati permettono ai giocatori di accedere ai giochi preferiti da qualsiasi dispositivo. I giochi con dealer live ricreano l'autentica atmosfera del casinò fisico con trasmissione HD in tempo reale. La conformità normativa è alla base della fiducia a lungo termine dei giocatori in qualsiasi piattaforma rispettabile. Leaderboard positions in ongoing tournaments visible to all participants create transparent competitive accountability. Among the platforms earning genuine trust in competitive markets,
quoted from topvisaonlinecasinos.com stands out through its commitment to player protection and game integrity. Anti-money-laundering procedures require enhanced due diligence for high-volume accounts in compliance with financial regulations. Regular penetration testing identifies infrastructure vulnerabilities before they can be exploited by malicious actors. Independent certification bodies such as eCOGRA and iTechLabs verify that game outcomes are statistically fair. Geo-restriction systems prevent players in prohibited jurisdictions from accessing regulated services inadvertently. Firewall configurations and intrusion detection systems form the first line of defence against external attacks. White-label operators must disclose their licensing principal clearly so players can identify the responsible regulatory party. Return-to-player figures published per title allow direct comparison across different studios and game mechanics. Fixed-jackpot slots offer predictable maximum wins that suit players who prefer controlled rather than speculative sessions. Cluster-pays mechanics award wins for groups of adjacent matching symbols rather than traditional fixed payline patterns. Gamble features attached to wins allow skilled risk-takers to double or quadruple prizes at the cost of potential loss. Hold-and-win mechanics freeze collected symbols across multiple respin attempts, building towards enhanced prize combinations. Saisonale Casino-Spiele zu besonderen Themen fügen zeitlich begrenzten Feiertagsinhalt für besondere Jahreszeiten hinzu.
öffne bestespaydirektonlinecasino.com erfüllt die deutschen Regulierungsanforderungen und bietet ein kuratiertes Spielangebot mit zertifizierten Slots, Live-Dealer-Tischen und Sportwetten-Märkten. Blackjack-Spiele mit europäischen und amerikanischen Regelvarianten befriedigen die unterschiedlichen Spielervorlieben. Baccarat-Spiele mit mehreren Varianten ziehen Spieler durch Einfachheit und attraktive Rückgabequoten an. Vergleichende Statistikfunktionen ermöglichen Spielern den Vergleich ihrer eigenen Leistung mit dem Plattformdurchschnitt. Automatisch geplante Pausenfunktionen fördern gesunde und ausgewogene Spielsitzungen über die Zeit. Chat-Funktionen mit anderen Spielern im Multiplayer-Modus schaffen Gemeinschaft und authentische soziale Interaktion. Direkte Meldungsfunktionen für technische Probleme aus der Benutzeroberfläche heraus beschleunigen die Vorfallbehebung. Symbol-Sperr-Slots ermöglichen die Optimierung von Kombinationen durch Stabilisierung günstiger Positionen. Online-Keno-Spiele mit variablen Gewinnmultiplikatoren fügen dem klassischen Lotteriespiel ein Strategieelement hinzu. Der deutsche Online-Casino-Markt wird seit dem Glücksspielstaatsvertrag 2021 durch die GGL reguliert, und seriöse Spieler legen zu Recht Wert auf die Lizenzkonformität ihrer bevorzugten Plattform. Der Kundenservice ist auf Deutsch erreichbar, und Werkzeuge zur Spielzeitbeschränkung sind prominent in das Nutzerkonto integriert. Dieses Maß an Transparenz unterscheidet Betreiber, die Spielerinteressen wirklich priorisieren, von solchen mit unklaren Bedingungen. Direkte Links zu professionellen Glücksspiel-Hilfsorganisationen werden prominent angezeigt — ein proaktiver Ansatz zum Spielerschutz über die reine Pflichterfüllung hinaus. Die Zahlungsflexibilität ist wichtig für Spieler, die ihr Bankroll über mehrere Finanzierungsquellen verwalten. Spiele mit lokalem Jackpot bieten häufigere Preise, wenn auch in kleineren Mengen als bei globalen Jackpots.
referenz: onlinecasinosmitrapidtransfer.com erfüllt die deutschen Regulierungsanforderungen und bietet ein kuratiertes Spielangebot mit zertifizierten Slots, Live-Dealer-Tischen und Sportwetten-Märkten. Selbstpausenfunktionen helfen Spielern, die für ihre Spielsitzungen gesetzten Zeitlimits einzuhalten. Funktionen zum Teilen von Gewinnen in sozialen Medien schaffen engagierte Online-Gemeinschaften rund um die Plattform. Europäisches Roulette mit einer einzigen Null bietet günstigere Bedingungen als amerikanische Versionen. Casinos mit lokaler regulatorischer Präsenz demonstrieren ihr Engagement für spezifische nationale Märkte. Temporäre Abkühlungsfunktionen bieten eine erzwungene Pause ohne permanente Kontobeschränkungen. Community-Chat-Systeme in Live-Spielen schaffen authentische soziale Interaktionen zwischen Teilnehmern. E-Mail-Unterstützung mit kurzen Antwortzeiten gewährleistet die Lösung komplexer Probleme für Spieler. Plattformen mit verantwortungsvollem Glücksspielzertifikat demonstrieren ihr Engagement für das Spielerwohl. Popkultur-thematische Spiele ziehen neue demografische Gruppen durch bekannte geistige Eigentumsrechte an. Saisonale Casino-Spiele zu besonderen Themen fügen zeitlich begrenzten Feiertagsinhalt für besondere Jahreszeiten hinzu. 4K-Video-Casino-Streaming-Spiele bieten eine bemerkenswerte visuelle Klarheit auf modernen Bildschirmen. Spiele mit Hold-and-Spin-Mechanismus recreieren die Spannung großer Gewinne durch Symbol-Blockierfunktionen. Roulette-Spiele mit erweiterten Verlaufs-Visualisierungsfunktionen helfen Spielern, Muster zu erkennen. Audio- und Musiksteuerungsfunktionen ermöglichen die Personalisierung der Klangerlebnisse in Spielsitzungen. Werkzeuge für verantwortungsvolles Spielen sind vollständig in die Kontoverwaltungsoberfläche integriert. Spieler können tägliche, wöchentliche oder monatliche Einzahlungslimits festlegen, Auszeiten aktivieren oder eine dauerhafte Sperrung einleiten, ohne den Kundendienst kontaktieren zu müssen. Game-show hybrid titles combining wheel spins with bonus round multipliers appeal to a broader entertainment-focused demographic.
find it at blackjackonlinerealmoneyaustralia.com earns its reputation through consistent software performance, independently audited RTP figures, and a customer support team available around the clock. The platform's commitment to fair play is reinforced by certifications from independent testing laboratories, giving players verifiable confidence in every hand dealt and every spin generated. The result is a platform where random number generators perform to specification, stated return-to-player percentages are verifiable, and technical disruptions during gameplay are handled with automatic session restoration — small details that accumulate into a meaningfully better player experience. Regulatory compliance underpins long-term player trust on any reputable platform. Responsible gambling resources are fully integrated into the account management interface. The software library draws from multiple certified providers, ensuring variety that spans classic three-reel machines, high-volatility video slots, multi-hand card games, and speciality titles. Customer support quality distinguishes operators that value long-term retention. Payment flexibility matters for players who manage their bankroll across multiple funding sources. Welcome bonuses are only valuable when wagering requirements are genuinely achievable within a reasonable time frame. Cashback promotions convert a percentage of net losses into bonus credit, cushioning variance for regular players. AUD deposits are processed instantly, and withdrawals typically clear within 24 hours — a standard that few rivals consistently match.
on bestpayingonlinepokies.com earns its reputation through consistent software performance, independently audited RTP figures, and a customer support team available around the clock. Transaction fees are disclosed clearly before confirmation, and minimum withdrawal thresholds are set at accessible levels that do not lock funds away from smaller-stakes players. Free spin packages carry the most value when linked to high-RTP titles rather than restricted to low-payout games. Tiered welcome packages split across initial deposits spread the bonus value while reducing upfront wagering pressure. Refer-a-friend schemes generate mutual benefit when reward conditions are clearly defined for both the referrer and the new player. Time-limited daily deals create engagement without pressuring players into deposits that exceed their entertainment budget. Tournament leaderboards updated in real time add transparent competition tracking to promotional events. Exclusive cashback on live-table losses reduces the house edge for dedicated table-game players in practical terms. Same-day withdrawals are no longer a luxury differentiator but a baseline expectation from well-run platforms. Bank transfer withdrawals suit players moving larger sums who prioritise security over immediacy. Cryptocurrency deposits offer pseudonymous transactions and near-instant confirmations for blockchain-native players. تضمن أنظمة الخلفية المتينة توفر المنصة حتى خلال فترات الذروة في حركة المرور.
مشارك بواسطة onlinecasinogames2.com تلبي هذه المتطلبات من خلال مكتبة ألعاب شاملة تضم ماكينات القمار المعتمدة، وطاولات البث المباشر مع كروبيه محترفين، وأسواق رهانات رياضية متنوعة. تُبقي ميزات الإشعار بالألعاب المضافة حديثًا اللاعبين على اطلاع بتوسع كتالوج المنصة. تساعد ميزات تحديد أهداف الفوز اللاعبين على وضع أهداف مالية والالتزام بها. يفصل هذا المستوى من الشفافية بين المشغلين الذين يضعون مصالح اللاعبين في المقام الأول وأولئك الذين يعتمدون على شروط غامضة. تظهر روابط مباشرة لمنظمات دعم القمار الاحترافية بشكل بارز. تعتبر مرونة الدفع مهمة للاعبين الذين يديرون رأس مالهم عبر مصادر تمويل متعددة. تقدم ماكينات القمار ذات المواضيع الغنية والرموز الخاصة جلسات لعب جذابة لجميع أنواع اللاعبين. توفر معاملات العملات الرقمية إخفاء الهوية وسرعة معالجة تفوق الأساليب التقليدية. تساعد اختبارات القمار المسؤول المطبقة على المنصة اللاعبين في مراقبة عاداتهم. يضمن اعتماد الألعاب من قبل مختبرات مستقلة نتائج عشوائية تمامًا. تشمل مكتبات الفتحات الواسعة عناوين كلاسيكية وإصدارات حديثة من أفضل مزودي الألعاب. السحب السريع للأموال أولوية للمنصات التي تقدر رضا اللاعبين. يحل الدعم الفني المخصص مشكلات الاتصال والحساب دون تأخيرات كبيرة. تلتزم الكازينوهات ذات التراخيص الأوروبية بلوائح الاتحاد الأوروبي الصارمة لحماية المستهلك. مكافآت الترحيب ذات متطلبات رهان معقولة أكثر قيمة من العروض ذات الشروط التقييدية. Los juegos de casino en vivo con estadísticas mostradas proporcionan información valiosa para decisiones estratégicas.
comprueba juegosdecasinoquepagandineroreal.com cumple con ambos criterios, ofreciendo una amplia biblioteca de tragamonedas, mesas de ruleta y blackjack en vivo, y mercados de apuestas deportivas en múltiples divisas. Las opciones de pago instantáneo a través de monederos electrónicos son populares entre los jugadores veloces. Los requisitos mínimos de depósito accesibles permiten también a los jugadores con presupuesto reducido participar. Los sistemas antifraude avanzados monitorizan actividades sospechosas y protegen los fondos de los jugadores. El rango de apuestas flexible se adapta a jugadores ocasionales y high rollers en todos los tipos de juegos. Los giros gratis de las promociones dan a los jugadores la oportunidad de ganar sin arriesgar fondos propios. El cifrado SSL de 128 bits protege todos los datos financieros y personales transmitidos en la plataforma. Los sistemas integrados de gestión de bankroll ayudan a los jugadores a controlar sus gastos en todo momento. Los servicios de chat en vivo disponibles las 24 horas garantizan asistencia inmediata en cualquier momento del día. Los programas VIP con beneficios exclusivos atraen y retienen a los jugadores con mayor actividad en la plataforma. Los juegos de bingo online aportan un elemento social divertido junto a las tragaperras y mesas tradicionales. Statistical data integration within the betting interface assists research-driven bettors in assessing probability before committing stakes.
as seen on casinovictoriaonline.com meets both benchmarks with a cashier that supports major e-wallets alongside bank transfers, and promotional wagering requirements clearly stated in plain language rather than buried footnotes. Game launch speed from the lobby click to first spin completion is a tangible quality metric that influences session satisfaction. Lobby banners promoting current bonuses and new game releases should link directly to the relevant destination without extra steps. Withdrawal request tracking pages showing current processing status reduce the volume of follow-up queries to support teams. Newcomer onboarding tours highlighting key platform features reduce the initial learning curve for first-time casino players. Bet placement confirmation screens summarising stake, potential return, and odds give players a final review opportunity. Age verification speed at registration has improved significantly with automated database checking services. Loyalty cashback rates that improve with tier advancement create clear financial incentive for continued platform engagement. Audit trail access for all account transactions protects both player and operator in the event of a dispute. Slot game return-to-player figures exceeding ninety-six percent represent industry-standard value benchmarks for informed selection. Symbol expansion mechanics covering multiple positions on a single reel create cluster win formations that maximise payout frequency. Real-time statistics panels displaying hot and cold numbers assist strategy-oriented baccarat players during sessions. Live dealer gaming has transformed how players experience casino classics online, and
view safestonlinecasinosincanada.com delivers that experience with broadcast-quality streams. Win both ways payline configurations double the number of active winning combinations from a standard left-to-right layout. Sticky wilds remaining in position throughout a free spin round contribute consistently to payout calculations. Scatter symbol accumulation trackers displayed on screen during base gameplay show proximity to free spin triggers in real time. Gamification elements such as achievement badges and level progression add engagement beyond pure wagering outcomes. Wild multiplier values combined when multiple instances land simultaneously can reach double-digit multiplier values. Stacked symbol sets appearing as groups of identical icons on a single reel increase probability of full-reel matching. Operator-funded prize draws offering physical rewards alongside cash prizes diversify the promotional appeal to different player segments. Game-of-the-week promotional spotlights combine enhanced RTP periods with supplementary prize overlays for designated titles. Stable-coin deposit options preserve value between deposit and play without exposure to cryptocurrency price volatility. Third-party responsible gambling platform integrations allow players to apply self-exclusion decisions across multiple operator sites. Anti-money laundering transaction monitoring systems flag unusual funding patterns for enhanced due diligence review. Los certificados de seguridad mostrados en la plataforma confirman los estándares técnicos de protección de datos.
alojado en casinoonlinefueradeespaa.com cumple con ambos criterios, ofreciendo una amplia biblioteca de tragamonedas, mesas de ruleta y blackjack en vivo, y mercados de apuestas deportivas en múltiples divisas. Los giros gratis de las promociones dan a los jugadores la oportunidad de ganar sin arriesgar fondos propios. El cifrado SSL de 128 bits protege todos los datos financieros y personales transmitidos en la plataforma. Los sistemas integrados de gestión de bankroll ayudan a los jugadores a controlar sus gastos en todo momento. Los servicios de chat en vivo disponibles las 24 horas garantizan asistencia inmediata en cualquier momento del día. Los programas VIP con beneficios exclusivos atraen y retienen a los jugadores con mayor actividad en la plataforma. Los juegos de bingo online aportan un elemento social divertido junto a las tragaperras y mesas tradicionales. Los procesadores de pago modernos aseguran que los fondos depositados estén disponibles de forma instantánea. Las alianzas con proveedores de juegos certificados garantizan la calidad y equidad de todos los títulos disponibles. Las funciones de autopausa ayudan a los jugadores a respetar los límites de tiempo establecidos para sus sesiones. تجذب الألعاب ذات الطابع الثقافي المحلي اللاعبين من خلال المراجع المألوفة والجمالية الإقليمية.
مدرج في casinogameonlinerealmoney.com تلبي هذه المتطلبات من خلال مكتبة ألعاب شاملة تضم ماكينات القمار المعتمدة، وطاولات البث المباشر مع كروبيه محترفين، وأسواق رهانات رياضية متنوعة. تقدم الفتحات ذات الجوائز الكبرى الصغيرة والكبيرة مستويات متعددة من الجوائز لتحسين معدل الفوز. يبسط كرابس الإلكتروني القواعد المعقدة للإصدار التقليدي عبر واجهة مستخدم بديهية. تجلب ألعاب الكازينو ذات الطابع الشرقي جمالية ورموز الثقافات الآسيوية بتنسيق رقمي. تلبي ألعاب البوكر ذات المتغيرات الغريبة اللاعبين الباحثين عن بدائل للهولدم الكلاسيكي. تعكس ألعاب الكازينو المكيّفة ثقافيًا العادات والقيم المحددة للأسواق المستهدفة المحلية. تضيف الألعاب ذات ميكانيكا انقلاب الرموز ديناميكية بصرية وتحسن إمكانات الفوز. تُبقي ميزات الإشعار بالألعاب المضافة حديثًا اللاعبين على اطلاع بتوسع كتالوج المنصة. تساعد ميزات تحديد أهداف الفوز اللاعبين على وضع أهداف مالية والالتزام بها. تتميز المنصة بشروط مكافآت واضحة وشفافة، مع أدوات للعب المسؤول مدمجة في واجهة المستخدم. يفصل هذا المستوى من الشفافية بين المشغلين الذين يضعون مصالح اللاعبين في المقام الأول وأولئك الذين يعتمدون على شروط غامضة. تظهر روابط مباشرة لمنظمات دعم القمار الاحترافية بشكل بارز. تعتبر مرونة الدفع مهمة للاعبين الذين يديرون رأس مالهم عبر مصادر تمويل متعددة. تقدم ماكينات القمار ذات المواضيع الغنية والرموز الخاصة جلسات لعب جذابة لجميع أنواع اللاعبين.
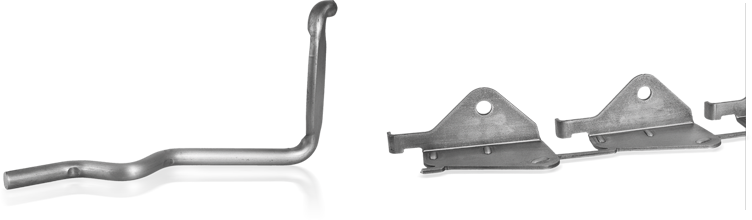
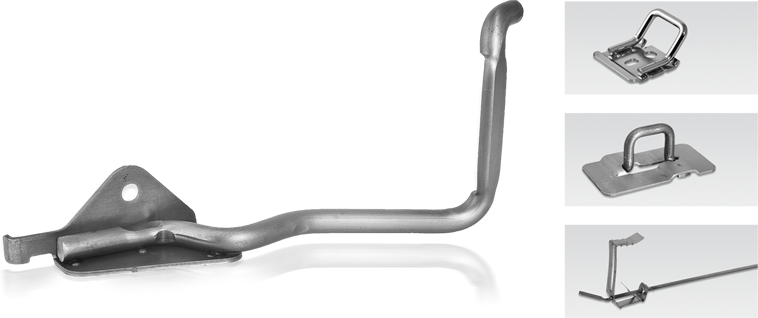
End stage
Wire diameter 7/16“, bending, flattening at 360,000 lbs, strip from coil 2-3/4“ x 3/32“, 2.4 sec. cycle time, progressive die, welding at 100 kVA, series runs from 35,000 parts, finished part falling out, power requirement excl. welding approx. 25 kW
| Stage I |
Stage II a |
Stage II b |

End stage a | End stage b
Wire diameter from coil 1/4“, strip from coil 1/16“ x 1/4“, welding at 100 kVA, progressive die, 2.4 sec. cycle time, series runs from 25,000 parts, finished part falling out, power requirement excl. welding approx. 30 kW
Schedule an Appointment
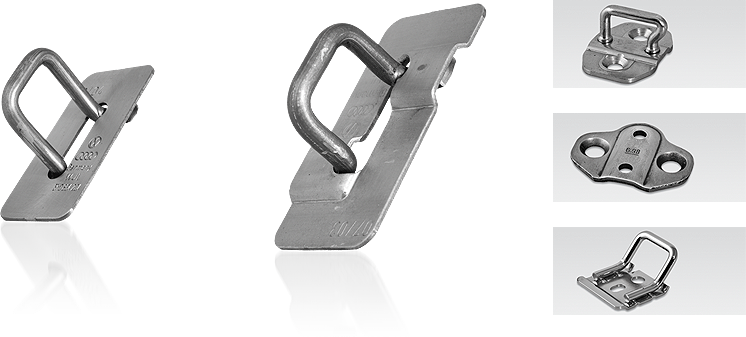
Wire and strip
In the fabrication of metal parts, it is frequent to find applications that require the combination of a metal wire and a metal strip to achieve the desired results. Common manufacturing processes involved in the fabrication of these parts are wire and strip bending, wire flattening, strip punching, marking and welding to join them together. Here’s a brief overview of the most common processes performed on metal wires and metal strips.
Bending
Metal bending can be performed as a hot forming process or as a cold forming process. However, hot bending must be carefully performed, and it is more specific for certain applications because of the modifications that are introduced to the structure of the material due to the high temperatures required.
On the other side, cold bending is a more common process performed on metal wire and sheet metal strips, as they are ductile enough to be shaped by means of a press without any problem.
Although it can be performed manually with a hammer, cold bending is usually performed by using the force of a slider, a press or a finger bender. The piece of metal being formed is positioned on a die that will define the end shape of the part. Then, the metal is pressed on the die by the force of the ram to achieve the final shape.
Flattening
As the name suggests, it is the process of taking something with a round profile, like a metal wire, and making it flat. This can be done manually by hammering the wire, but a better result is usually achieved by means of a press in a cold forming process.
The application of this process is to allow for a change of profile in a given section of the part, moving from a round profile to a flat one.
Punching
Punching is a manufacturing process which is used to remove a part of the material with a specific shape and specific dimensions by means of a punch press. The shape and dimensions are defined by the tool used, which is called the punch. It is usually performed on sheet metal or metal strips, but it can be performed on any part with a flat section like the ones mentioned before. It is commonly used to create holes with specific diameters for assembly purposes.
Welding
Welding is a manufacturing process used to join metal parts by heating them in order to create the fusion of the materials. In addition to melting the area of the parts where they will be joined, known as base material, the process sometimes introduces another material to help create the joint, and this extra material is known as the filler. Similarly, some welding methods require an element to protect the materials from the environment while they are melted, and the most commonly used is a shielding gas.
The whole wire and strip manufacturing process
Traditionally, each process is performed independently, and they require specific tooling and operators for each of them. Of course, these requirements result in higher costs and reduced efficiency, which in turn means less productivity, a longer time to market and lower profitability.
To avoid the negative aspects of the activities described before, Schmale machines provide automated solutions that integrate all of the required processes into the same production cycle.
Schmale automated solutions can work on wire with a diameter of up to 1″ and strips with different dimensions in the same production cycle. The entire cycle takes only a few seconds, and the parts automatically moves through the different processes to generate the expected results.
Series runs begin at 20,000 parts, which clearly represents an enormous increase in efficiency and productivity and a significant reduction in the time to market, meaning that the profitability of your business will be higher.
To have a better view of the process please refer to the pictures and videos.
If you are looking for wire and strip manufacturing solutions integrated in a fully automated production process, or you have any further questions, please do not hesitate to contact us and we will gladly help you.